While attending a seminar on “3D Printing- Latest trends”, in one of the Engineering College in Bangalore, India we came across a strikingly beautiful bronze bust of Sir M. Visvesvaraya* installed in the lobby of the main building. As the seminar was on 3D printing and the trends, Altem team charted out a plan to give the taste of 3D scanning and 3D Printing Rapid Prototyping Machine and demonstrate the flow of the entire process. The underlining theme was to make the participants experience the benefit and to familiarize the ease at which this can be integrated in to their workflow.
The plan was to 3D scan the bust of Sir M.V and convert the scanned data to a 3D CAD data in the form of a .stl file. This scanned data in the form of .stl file is used as the input to the Stratasys FDM 3D printer and 3D print the bust model with durable material like ABS.
With the help of Artec 3D scanner, we were able to scan and capture all the intricacies of an organic shaped part. The Artec 3D scanner as expected was able to capture even the folds on the coat lapel and the sharp nose features in Sir M.V’s face. The entire 3D scanning and file conversion to a 3D CAD file process took less than 30 minutes and we were ready to fire away the model on the 3D Printer.
Uprint SE Plus, a very popular Rapid Prototyping Machine from Stratasys was used to build the scanned model of the bust and was 3D printed using the ABS( plus) material .The part was 3D printed with an hollow internal section using the lattice structure called “sparse” to fasten the print process . The model was completed in a couple of hours and the entire process of scanning and printing was completed in about 4 hours during the event. All the participants were able to experience first- hand and appreciate the benefits of 3D printing which their organisations can utilise in their design and manufacturing process.

As there is lot of demand in the market for metal components in the design stage, the easiest way is to get to metal is thru using plastic 3D printed part in tandem with the regular sand or investment casting process. The Application Engineer’s at Altem chose to demonstrate this application by converting the plastic bust of Sir. M.V to a metal part using the investment casting or the lost wax process.
Usually the references for most of the downward applications and case studies are from USA or Europe and the Users in India always feel that there is a disconnect and would really appreciate more of the benefits if the working conditions / requirements are similar to the Indian scenario. From our experiences interacting with various customers of Altem, we have understood this predicament of Indian users and the passion that we carry about 3D printing make us strive to bring in the local flavour for better communication of the challenges and the paybacks that they would realise adopting to the new technologies like 3D Printing.
This effort of Altem to localize the application case studies took us to a long drive in the week end to the picturesque town of Cuddalore, Tamil Nadu near Pondicherry, known for the foundries. Here the plastic 3D printed part of ABS material was directly used as the investment casting pattern instead of the standard practice of using the wax patterns for the hollow cavity preparation. As the requirement was to cast a single part the plastic pattern was used for the process. The part was mounted on the wax tree gate and dipped in ceramic slurry baths of varying consistency from a thin slurry to a coarse one and heating the shell after every dip. Finally a thick hardened shell of ceramic is formed around the ABS 3D printed pattern.

Conventionally the shells are heated in the autoclave as the cores which are normally used is made of wax and melt at lower temperatures , approximately at around 60 to 80 Deg C. However, as the pattern, used here was ABS plastic, the flash furnace was employed to burnout the pattern at elevated temperatures in a staged manner. Here the temperatures can be as high as 800 to 1000 Deg C.
For a batch production of 15 to 20 parts, there can be an intermediate process of vacuum casting or RTV( Room temperature vulcanising ) process can be used to prepare multiple wax patterns using a silicon rubber mold with ABS 3D printed pattern. The rapid tooling produced with Silicon rubber mold can lasts for about 20 cycles depending on the complexity of the part.
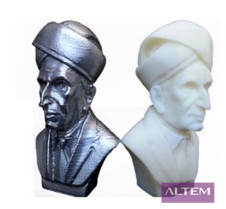
For our application, the shell with the ABS pattern was heated in a flash fire furnace for the burn out process . Finally after the burnout and cleaning the shell with water to drain out all the ash content of the plastic , molten steel was poured into the ceramic shell cavity. After some time when the shell with the steel was adequately cooled the ceramic sheell was broken away to reveal the perfectly casted part of Sir M.V.’s bust from the investment casting process.

Finally after some finishing this is how the investment casted part looked:
Sir Mokshagundam Visvesvaraya, KCIE (popularly known as Sir MV; 15 September 1860 – 14 April 1962) was a notable Indian engineer, scholar, statesman and the Diwan of Mysore (Karnataka) from 1912 to 1918. He is a recipient of the Indian Republic’s highest honour, the Bharat Ratna, in 1955. He was knighted as a Knight Commander of the British Indian Empire (KCIE) by King George V for his contributions to the public good. Every year, on his birthday, 15 September is celebrated as Engineer’s Day in India in his memory.
Publication Date : March, 2012